Leading scientific centres of Russia conducted researches that showed efficiency of use of liquid slags for production of cast slag products: parts of tunnel lining, weighting material for pipe-lines, products for chemical, metallurgical and construction industries.
Best quality is achieved in slag castings made out of low basicity (acidic slags) with high content of iron oxides (Table 1).
Such chemical compositions are common to the slags from nickel and copper production and for the slags formed by thermal power stations that use thermal brown coal (Table 2).
Table 1. Properties of cast slag products
| Parameter | Unit | Value |
| Volume weight | kg/m3 | 2,900 - 3,000 |
| Ultimate compression strength | MPa | 200-500 |
| Ultimate bending strength | MPa | 15-50 |
| Impact strength | kJ/m2 | 1.06 - 1.25 |
| Elasticity modulus | MPa | (0.43-1.01)∙105 |
| Poisson number | - | 0,25 |
| Thermal resistance | oC | 200-600 |
| Thermal conductivity at 20oC | W/(m∙oC) | 1.07-1.52 |
| Specific heat capacity at 20oC | kJ/(kg∙oC) | 0.67-0.85 |
| Temperature coefficient of linear expansion within interval (20-600)oC |
1/oС | (0.6-0.83)∙10-5 |
| Abrasion coefficient | kg/m2 | 0.1-0.2 |
| Water absorption | % | 0.03-0.1 |
| Freeze resistance | cycles | above 300 |
| Acid resistance in 20% hydrochloric acid | % | less than 97.8 |
| Acid resistance in concentrated sulphuric acid | % | less than 99.7 |
| Alkali resistance in 35% alkali | % | less than 98.6 |
|
Diffusion coefficient of Sr and Cs ions: |
cm2/sec |
|
Table 2. Average compositions of slags from non-ferrous metallurgy and thermal power plants
| Type of slag | Content, % | Melting temperature, oС |
||||||||||
| SiO2 | FeO | CaO | Al2O3 | MgO | Cu | Co | Ni | Zn | Pb | S | ||
| Copper smelter slags | 32-45 | 25- 45 | 12 | 3.2- 9.7 | 2- 11 | 0.3- 0.9 | - | - | 0.5- 1 | 0.22- 0.8 | 0.4- 1.2 | 1,100 - 1,150 |
| Nickel shaft furnace slags | 39- 45 | 16- 24 | 12- 21 | 4.5- 7.5 | 9-17 | - | 0.01- 0.024 | 0.1- 0.17 | - | - | 0.43- 0.5 | 1,100 - 1,200 |
| Nickel basic oxygen furnace slags | 25- 35 | 40- 60 | 2-3 | 3-10 | 2-4 | 0.1- 0.2 | 0.01- 0.02 | 0.3- 0.7 | - | - | 2-3 | 1,100 - 1,200 |
| Ash of thermal power plants using brown coal | 54- 55 | 2.5- 10 | 1.6- 2.5 | 24.7- 25.2 | 2.5- 2.6 | - | - | - | - | - | 0.1- 0.3 | 1,400 |
| Average composition of slag castings | 44- 49 | 1.6- 2.5 | 6-16 | 9-20 | 5-13 | - | - | - | - | - | - | 1,300 - 1,350 |
These wastes, which have relatively low melting temperature, are annually produced in large amounts and are accumulated in dumps.
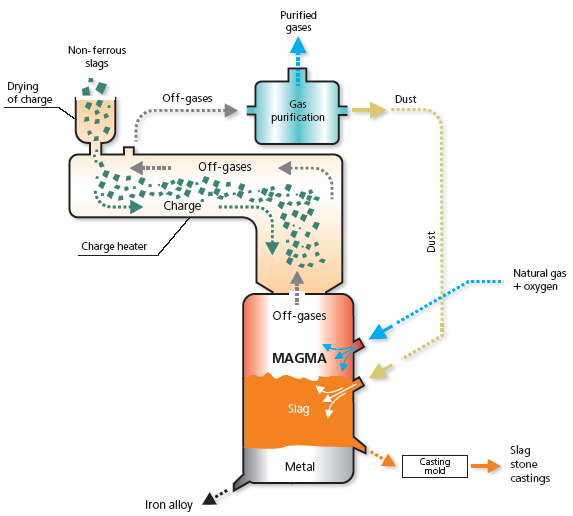
MAGMA allows to economically smelt slags of non-ferrous metallurgy and thermal power plants with adjustment of chemical composition and temperature of molten mass in the process of re-smelting.
Furthermore, the metal contained in slags of non-ferrous metallurgy is extracted from it and can be used as additional saleable product.
The gas treatment system of the unit can capture zinc and lead contained in the slags and then can be re-smelted.
As a result, slag castings production cost can be significantly reduced through sale of additionally produced metal.
MAGMA has better technical performance than slag-smelting units conventionally operated in industry (Table 3).
MAGMA can be even more effective in case of using hot liquid slags fed into the smelting chamber of the unit directly from metallurgical furnaces. In this case the unit will used for improvement of processing depth of metallurgical plant.
Table 3. Performance comparison of slag-smelting units
| Type of slag-smelting unit | Production capacity for smelted charge | Fuel consumption per 1 ton of charge |
Consumption of blowing per 1 ton of charge |
Temperature of slag |
|
| t/hour | units | MJ | m3 | oС | |
| MAGMA melting unit | up to 50 |
natural gas |
2,600 - 3,000 |
oxygen |
1,400 - 1,650 |
| Arc stationary furnace with water cooling of the unit body (limestone-alumina slag) | 2.5 - 3 |
electric power 1500 kWh |
5,400 | - | 1,650 - 1,700 |
| Regenerative tank furnace for production of mineral molten mass | 3 | natural gas 200 m3 |
7,340 | air 3,700 |
1,380 |
Flow diagram of processing of non-ferrous metallurgy slags